
Posted by Christine Obbink-Huizer
Table of contents
In this blog we will focus on the capabilities of Simulia Abaqus to assist in simulating the Blow-Stretch Molding process and use those outcomes like varying wallthicknesses, axial and circumferential Strains, and local obtained material specifications to use that as a basis for a Top Load Analysis on the same plastic bottle.
Introduction – Blow Molding
Blow molding is a process in which plastic hollow parts are formed. This process is of paramount importance for companies manufacturing beverages containers where normally the annual production is extremely large. In such cases, sparing material, while keeping the quality and required properties, is a strong economic driver that needs to be supported with cutting edge engineering.
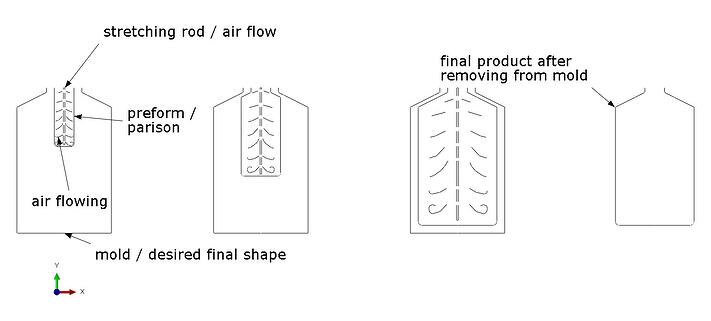
Briefly, the blow molding technique consists on stretching a bottle preform, often called parison, until it matches the shape of the mold where it is contained. The plastic is heated up so that it becomes soft and therefore easy to stretch. The parison is stretched due to: 1) a rod that displaces downwards, 2) compressed air that blows from the rod.
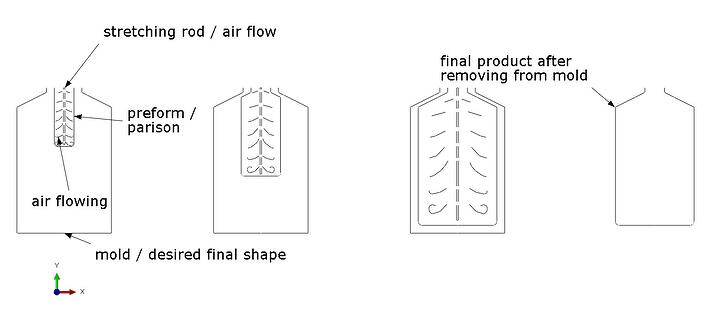 Figure 1.-Schematic process of blow-stretch molding.
Figure 1.-Schematic process of blow-stretch molding.
Computational modelling
In this blog we will present an approach to simulate this technically challenging process with finite element analysis (FEA). Leading companies such as Coca-Cola and Verallia-Saint Gobain have already explored and benefited from the advantages of simulating the blow molding process with FEA. Aided by FEA the process can be better understood and further optimized.
For example from the FEA we can learn:
- which are the regions where the thickness is excessive/insufficient
- whether the desired final shape is captured in detail
- if the residual stresses are admissible
- and many other hundreds of standard variables or variables custom made by the user.
Finally, and of course one of the most important questions that seeks for an answer is whether the final product will withstand the requirements of internal pressure, squeeze loads, loads during stacking, extreme forces/stresses developed in an eventual case of drop, etc.
Challenge
A priori it is fair to question what is the challenge of modelling a plastic bottle and then apply the necessary top load, internal pressure, or whatever is required. Thickness would be inhomogeneous, because every region is stretched differently, but that can be somehow experimentally measured and then easily implemented in the FEA, thus so far no big hurdles.
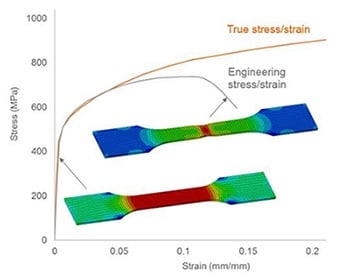
However, the difficulty lays when we talk about material properties. Material characterization can be conducted on standard shapes for a uniform thickness but those properties will hardly match the ones after blow molding where thickness is different at every material point and material has suffered different stretching magnitudes and stretched in different orientations causing the material to behave differently after the final amount of stretching is reached. Therefore, the material properties are, among others, dependent on the amount of stretch.
Approach using Simulia’s Abaqus Unified FEA
In Abaqus we will simulate two analyses:
- Blow molding process
- Bottle structural analysis (top load)
From the blow molding process the final inhomogeneous thickness distribution can be obtained. The varying thickness can then be implemented in the desired bottle shape. The material properties will be determined based on some preliminary data and the stretch in the circumferential and axial directions. The stretches in both primary directions are also obtained from the first simulation (blow molding). Preliminary data including tensile test in all principal directions for varying amount of final stretch can be obtained from experiments and so we can build up a tabular data of Young’s muduli vs stretch (also Poisson’s ratio and shear moduli have to be defined but those are considered constant).
This table can be filled in for a limited amount of stretches in the expected range (minimum-maximum expected stretch). For stretches in between two defined points an interpolation will be performed automatically by Abaqus. In Abaqus axial stretch and circumferential stretch will be called Field 1 and Field 2 (as they are field variables). Table 1 shows an example of the values used for the current demonstration:
 Table 1. Tabular data of Young’s moduli and Stretches (Field 1 & 2)
Table 1. Tabular data of Young’s moduli and Stretches (Field 1 & 2)
1. Blow Modling process
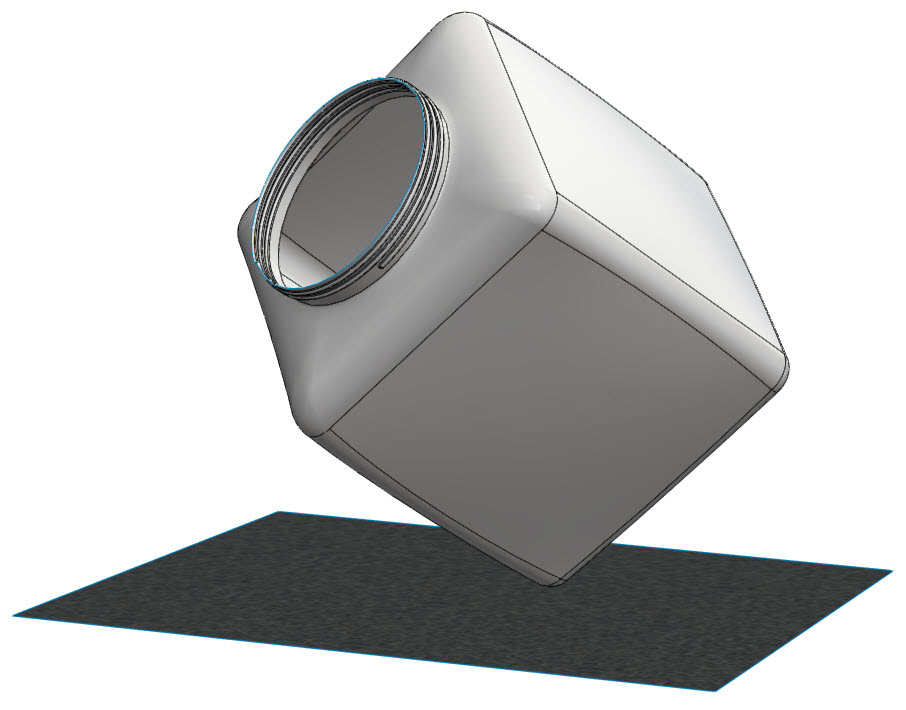
In this process the parison is stretched in the axial direction by means of a rigid pusher. Inside the parison (bottle preform) a fluid cavity and a mass flow interaction are defined to blow the parison radially to conform to the mold (bottle desired shape), see Figure 2. The video below and Figure 3 show the variation in the thickness at the end of the process and the strains in the axial and circumferential orientation LE11 and LE22 respectively.
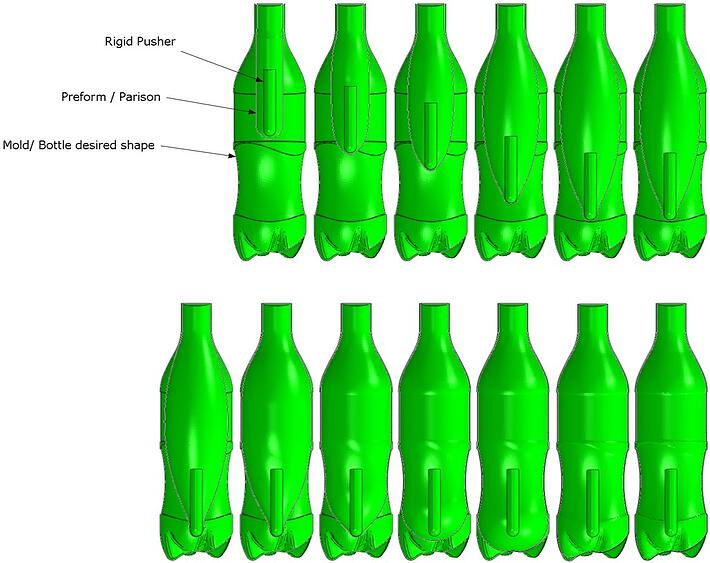 Figure 2.-Blow molding process showing how the preform is stretched and radially expanded.
Figure 2.-Blow molding process showing how the preform is stretched and radially expanded.
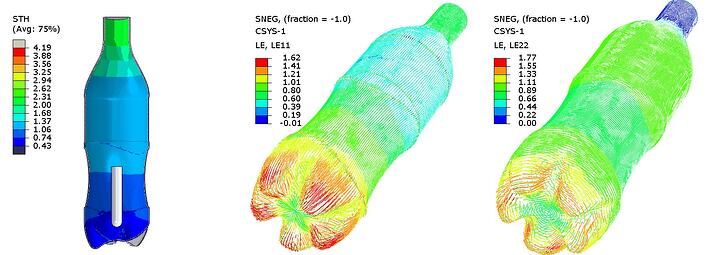 Figure 3.- Final thickness obtained after blow molding and strains in the axial and circumferential directions.
Figure 3.- Final thickness obtained after blow molding and strains in the axial and circumferential directions.
2. Bottle Structural analysis (top load)
From the previous simulations the thickness and strains in axial and circumferential directions are used. The desired shape of the bottle (mold) will adopt the thickness obtained before. The strains will be converted to stretch and used as field variables. Thus, at every nodal position a field variable Field 1 and Field 2 are defined, such variables will determine the new material properties according to Table 1.
Having defined the thickness and the material properties the analysis is fairly straightforward afterwards. The bottle is loaded with a platen to simulate the effects of stacking, Figure 4. The results in terms of Von Mises stresses can be seen from two different angles in the video below and in Figure 5. Finally, the total force applied vs time is shown, Figure 6, from where we can understand which is the maximum force that the bottle can withstand before suffering buckling (~900N).
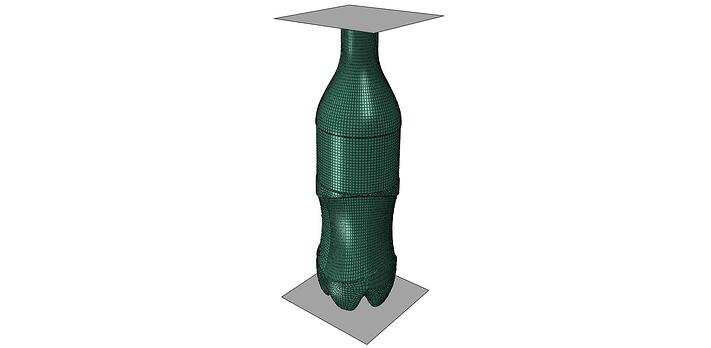 Figure 4.- Bottle and plates for top load analysis.
Figure 4.- Bottle and plates for top load analysis.
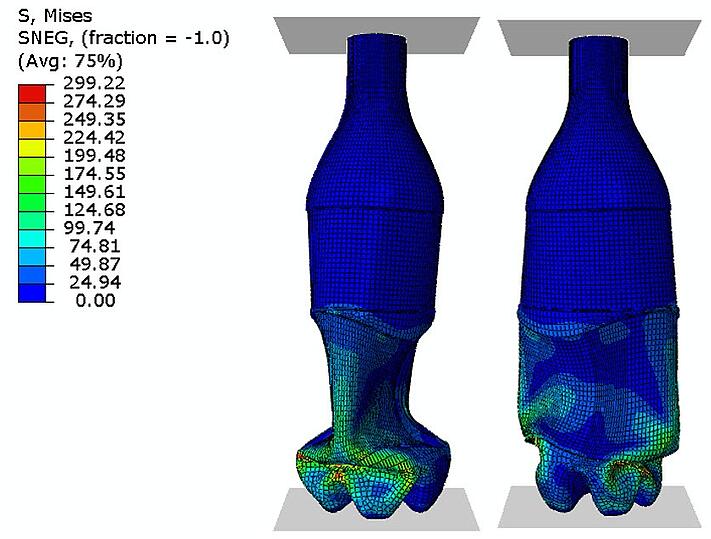 Figure 5.- Von Mises stresses in the bottle during top load analysis.
Figure 5.- Von Mises stresses in the bottle during top load analysis.
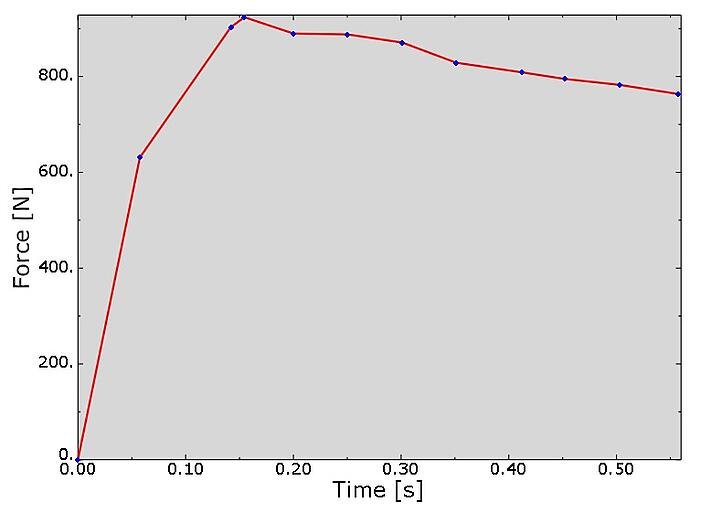 Figure 6.- Top load vs time showing the evolution of load and force drop after buckling.
Figure 6.- Top load vs time showing the evolution of load and force drop after buckling.
Conclusion
The challenging blow molding process can be simulated in Simulia Abaqus Unified FEA. This simulation is done in Abaqus Explicit and with the mesh shown here takes a few hours to complete. During the blow molding process the material properties changed and so does the thickness. Thus some of the results (thickness and strains) are used for the final bottle to define the conditions obtained after the such molding process.
The structural analysis (top load) is performed in Abaqus Standard and takes few minutes to complete. From the second analysis it can be assessed whether the product meets the requirements and which are areas for further improvement.
Would you like to have a deeper understanding of the behaviour of your product during blow molding and see if it will withstands a top load, drop test, pressure burst and/or squeezing conditions as required in practice ? Do not hesitate to contact us.
Talk to one of our FEA specialists today!

TECHNIA Simulation provides top tier FEA, Non-linear, and Advanced Simulation Software, Training, and Consultancy. Our dedicated team of more than 65 Simulation experts across 16 countries advise and support your innovation with a wealth of specialist knowledge and experience.
About TECHNIA- Related news and articles straight to your inbox
- Hints, tips & how-tos
- Thought leadership articles
Helping you find the information you’re looking for. Discover webinars, events, FAQ's, case studies and tutorials.
VIEW HUB